Dotyczy: zastosowania rur preizolowanych, stalowych, podwójnych do instalacji zewnętrznej wody lodowej.
Uprzejmie prosimy o wyrażenie opinii czy produkowane przez Waszą firmę rury preizolowane stalowe, podwójne można zastosować
do przesyłania wody lodowej.
Parametry techniczno-eksploatacyjne przesyłanego medium:
– temperatura minimalna – 3°C
– ciśnienie maksymalne robocze – do 4 bar
– rodzaj czynnika – 30% wodny roztwór glikolu propylenowego
Dotyczy: stosowania złącz termokurczliwych sieciowanych typu TS w strefie poniżej poziomu występowania wód gruntowych.
W odpowiedzi na Państwa pytanie Zakład Produkcyjno Usługowy Międzyrzecz POLSKIE RURY PREIZOLOWANE
Sp. z o.o., ul. Zakaszewskiego 4 w Międzyrzeczu, jako producent wyrobów preizolowanych systemu ZPU Międzyrzecz Sp. z o.o., potwierdza możliwość zastosowania złącz termokurczliwych sieciowanych typu TS na sieciach ciepłowniczych ułożonych w ziemi poniżej poziomu występowania wód gruntowych. Jednakże w celu uzyskania większej szczelności złącza oraz jako zabezpieczenie przed błędami wykonawczymi, zalecamy zastosowanie dodatkowo opasek termokurczliwych, jako drugiego uszczelnienia.
Ponadto informujemy, że oferowane przez nas złącza TS z podwójnym uszczelnieniem (z zastosowaniem nasuwki
i dodatkowych opasek termokurczliwych z klejem), produkowane są zgodnie z Normą PN-EN 489 i zapewniają 100% szczelności, pod warunkiem prawidłowo wykonanego ich montażu zgodnie z „Instrukcją wykonania i hermetyzacji zespołu złącza typu TS”systemu ZPU Międzyrzecz Sp. z o.o., przez personel posiadający właściwe umiejętności i doświadczenie, a przede wszystkim certyfikat ukończenia szkolenia, wydany przez Zakład Produkcyjno Usługowy Międzyrzecz POLSKIE RURY PREIZOLOWANE Sp. z o.o. z siedzibą przy ul. Zakaszewskiego 4 w Międzyrzeczu (Polska).
Odpowiadając na pytanie w sprawie łączenia rur M-Pex® ze stalowymi rurami preizolowanymi informujemy, co następuje:

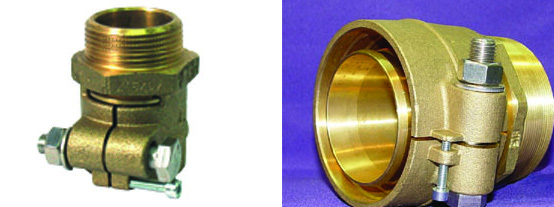
Fot. Nr 1 i 2 Złączka przejściowa HELA H, PN 6 i PN 10 dla ø25÷ø32 mm
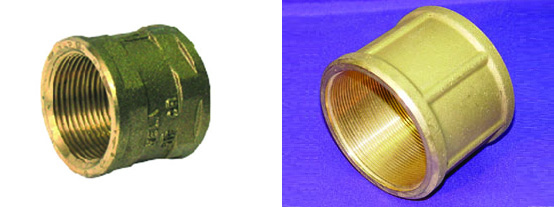
Fot. Nr 3 i 4 Złączka przejściowa HELA H, PN 6 i PN10 dla ø40÷ø110 mm
3.1. Istnieje możliwość łączenia rur M-Pex® z rurami stalowymi preizolowanymi.
3.2. Połączenia te wykonuje się w dwojaki sposób:
– rury przewodowe łączy się mechanicznie złączkami typu ,,H” (Fot. Nr 1÷4) i ,,M” (Fot. Nr 5 i 6),
– istnieje możliwość spawania rur z zastosowaniem złączki typu ,,P” (Fot. Nr 7 i 8) z końcówką do spawania /dotyczy wyłącznie rur M-Pex® 6 bar/.
3.3. Połączenia rurociągów izoluje się na budowie z zastosowaniem złącz termokurczliwych typu NT lub typu TS
o odpowiednim do łączonych rur wymiarze.
Zakład Produkcyjno Usługowy Międzyrzecz POLSKIE RURY PREIZOLOWANE Sp. z o.o., ul. Zakaszewskiego 4, jako producent rur preizolowanych M-Pex® systemu ZPU Międzyrzecz Sp. z o.o., potwierdza możliwość zastosowania ww. rur ułożonych w ziemi na głębokości 1,2m pod płytą parkingową, przeznaczoną dla samochodów osobowych i ciężarowych oraz częściowo pod jezdnią, bez konieczności zastosowania rur ochronnych i płyt odciążających.
Zakład Produkcyjno Usługowy POLSKIE RURY PREIZOLOWANE Sp. z o.o. ul. Zakaszewskiego 4, informuje, że przy montażu kompensatora mieszkowego typu KP-168-125 należy zachować osiowość w płaszczyźnie pionowej i poziomej, odchyłka osi kompensatora od osi rurociągu nie może być większa niż 0,5° na odcinku min. 12m po obu stronach kompensatora. Na tych odcinkach nie można również montować armatury (trójników, zaworów odcinających), która mogłaby spowodować wystąpienie sił poprzecznych. Na odcinku 12m przed i za kompensatorem należy zagęścić obsypkę do stopnia ID=1 zgodnie z PN-B-06050, co będzie pełnić rolę podpory kierunkowej. Odległość pomiędzy kompensatorami musi wynikać z obliczeń, przy których należy uwzględnić zagłębienie, długość rurociągu temperaturę czynnika grzewczego oraz siły tarcia występujące na pobocznicy rury osłonowej. Obliczeniowe wydłużenie rurociągu preizolowanego nie może przekroczyć jego zdolności kompensacji.
Informujemy, że elementy preizolowane, które są wyposażone w instalację alarmową impulsową, należy układać w wykopie tak, aby etykieta producenta zawsze znajdowała się po jednej stronie złącza – układać etykietą w stronę źródła zasilania. Ma to na celu zapewnienia prawidłowości połączenia przewodów instalacji alarmowej. Przewody instalacji alarmowej powinny znajdować się w górnej części rury preizolowanej, w ułożeniu „godz. 10.00” i „godz. 14.00” (przewód pobielany cyną powinien znajdować się z prawej strony patrząc zgodnie z kierunkiem przepływu czynnika od źródła ciepła, a przewód miedziany z lewej strony). Wówczas jednoimienne przewody znajdują się naprzeciw siebie.
Zgodnie z informacjami zawartymi w naszej „Instrukcji wykonania i odbioru” systemu ZPU Międzyrzecz Sp. z o.o. (str. 7) wszystkie połączenia stalowych rur przewodowych należy wykonać przez spawanie łukowe. Spawanie gazowe dopuszcza się tylko dla rur stalowych przewodowych o grubości ścianki do 2,9mm. Ponadto, zgodnie z „Instrukcją spawania rur przewodowych sieci ciepłowniczej z rur i elementów preizolowanych” zawartą w „Warunkach Technicznych Wykonania i Odbioru Sieci Ciepłowniczych z Rur i Elementów Preizolowanych”– Zeszyt 4, wydany przez COBRTI INSTAL przy większych grubościach ścianek dla spawania gazowego należy uzyskać akceptację właściciela sieci.
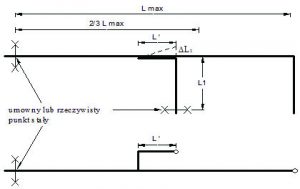
Zgodnie „Wytycznymi do projektowania” systemu ZPU Międzyrzecz sp. z o.o. trójniki równoległe należy projektować w odległości nie większej niż 2/3 długości Lmax od rzeczywistego punktu stałego lub wirtualnego (jak przedstawiono na poniższym rysunku). W tym przypadku Lmax dla DN80/160 wynosi 55 m, dla średniego ułożenia rurociągu na głębokości 1,0 m mierząc od powierzchni terenu do osi rurociągu, stąd trójnik TR-80/50 powinien być zlokalizowany w odległości nie większej niż 2/3×55m = 36,6m od wirtualnego punktu stałego. Odległość odgałęzienia trójnika od kolana 90° wynosi:
(100m:2) -36,6m = 13,4m. Długość ramienia kompensacji odgałęzienia równoległego [L‘] oblicza się, jak dla kompensacji w układzie „L“ – kształtowym, wg „Wytycznych do Projektowania Systemu ZPU Międzyrzecz Sp. z o.o.”
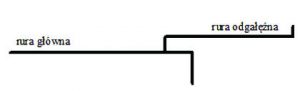
Ponadto informujemy, że nie należy projektować odgałęzienia preizolowanego równoległego sieci cieplnej jako przedłużenia odcinka głównego przy zastosowaniu trójnika równoległego oraz w obliczonych strefach kompensacyjnych nie należy montować preizolowanej armatury odcinającej, odpowietrzającej, odwadniającej oraz odgałęzień preizolowanych.
Na rysunku poniżej przedstawiono nieprawidłowo zaprojektowany odcinek sieci cieplnej.
W odpowiedzi na Państwa pytanie Zakład Produkcyjno Usługowy Międzyrzecz POLSKIE RURY PREIZOLOWANE
Sp. z o.o., ul. Zakaszewskiego 4 informuję, że montaż złącz termokurczliwych typu NT należy wykonać zgodnie z „Instrukcją wykonania i hermetyzacji zespołu złącz” systemu ZPU Międzyrzecz Sp. z o.o. przy sprzyjających warunkach atmosferycznych. Jeżeli w trakcie montażu sieci preizolowanej, po wykonaniu robót spawalniczych i przeprowadzeniu prób szczelności, z powodu intensywnych opadów deszczu doszło do zalania i zamulenia przez piasek wykopów montażowych, w których znajdowały się nasunięte na rurociąg preizolowany nasuwki termokurczliwe wraz z opaskami termokurczliwymi, proponujemy do hermetyzacji złącz dodatkowo zastosować taśmę bitumiczną szerokości 10 cm według opracowanej dla Państwa i załączonej do niniejszego pisma instrukcji.
Szczególną uwagę należy zwrócić na to, aby bezpośrednio przed montażem nasuwki termokurczliwej dokładnie oczyścić jej zewnętrzną
i wewnętrzną powierzchnię. W tym celu należy:
– dokładnie usunąć piasek z wewnętrznej części nasuwki,
– zdjąć folię zabezpieczającą klej, znajdującą się wewnątrz nasuwki,
– starannie oczyścić wewnętrzną i zewnętrzną powierzchnię z zanieczyszczeń i kurzu za pomocą acetonu, a następnie osuszyć.
Po oczyszczeniu nasuwki, w szczególności na jej wewnętrznej powierzchni, nie powinny znajdować się jakiekolwiek zanieczyszczenia mogące osłabić przyczepność nasuwki w strefie obkurczania. Od dokładności oczyszczenia nasuwki zależy wytrzymałość i szczelność złącza termokurczliwego.
Wszystkie pozostałe czynności związane z montażem złącz typu NT należy wykonać ściśle według poniższej instrukcji.
INSTRUKCJA MONTAŻU
Niniejsza instrukcja zawiera opis wykonania dodatkowego uszczelnienia złącz termokurczliwych typu NT, Systemu ZPU Międzyrzecz Sp. z o.o. przez zastosowanie taśmy bitumicznej szerokości 10 cm pomiędzy rurą osłoną HDPE łączonych wyrobów preizolowanych, a nasuwką termokurczliwą.
Niniejszą instrukcję należy stosować wyłącznie w sytuacji, kiedy w tracie montażu sieci ciepłowniczej, w wyniku niekorzystnych warunków atmosferycznych lub niezamierzonych działań na budowie, doszło do zabrudzenia
i naruszenia warstwy kleju bitumicznego wyścielającego wewnętrzne powierzchnie końców nasuwki termokurczliwej.
1. Do wykonania izolacji termicznej i hermetyzacji można przystąpić wyłącznie po:
– pozytywnie przeprowadzonej ciśnieniowej próbie szczelności rurociągu,
– kontroli i odbiorze złącz spawanych zgodnie z PN-EN 970:1999 („Kontrola złączy spawanych przez oględziny zewnętrzne”), PN-EN 1435:2001 („Badania radiograficzne złączy spawanych”), PN-EN 1714 („Badania nieniszczące złączy spawanych. Badania ultradźwiękowe złączy spawanych.”), PN-EN 25817:1997 („Złącza stalowe spawane łukowo. Wytyczne do określania poziomów jakości według niezgodności spawalniczych.”), PN-EN 26520: 1997 („Klasyfikacja niezgodności spawalniczych w złączach spawanych wraz z objaśnieniami.”),
– w przypadku wbudowanej instalacji wykrywania nieszczelności rurociągów – po wykonaniu połączeń przewodów
i próbach technicznych zgodnie z Instrukcją „Wykrywanie nieszczelności rurociągów – Połączenia przewodów sygnalizacji impulsowej”, Instrukcją „Wykrywanie nieszczelności rurociągu – Połączenia przewodów sygnalizacyjnych” lub „Instrukcją montażu instalacji BRANDES dla przewodów rurowych z płaszczem z tworzywa sztucznego”.
Nasuwka termokurczliwa, do czasu bezpośrednio przed wykonaniem obkurczenia, musi być zapakowana w białą folię i przechowywana w temperaturze poniżej 25°C w miejscu wolnym od nasłonecznienia. Nie spełnienie powyższych warunków może prowadzić
do deformacji nasuwki.
2. Izolację termiczną i hermetyzację zaleca się wykonywać w sprzyjających warunkach atmosferycznych – przy suchej, słonecznej pogodzie i w temperaturze otoczenia powyżej +5°C. W przypadku konieczności wykonania hermetyzacji przy dużej wilgotności powietrza (opady deszczu) operacje z tym związane należy wykonywać pod zadaszeniem przenośnym np. namiotem brezentowym.
3. Izolację termiczną i hermetyzację, może wykonać pracownik przeszkolony, posiadający zaświadczenie uprawniające
do wykonywania w/w czynności, wydane przez ZPU Międzyrzecz Sp. z o.o.
4. Temperatura powierzchni rury przewodowej i osłonowej w czasie wykonywania izolacji termicznej powinna wynosić 30°C ÷ 35°C.
5. Pianka poliuretanowa na końcach rur preizolowanych powinna być sucha. Część pianki z czoła izolacji łączonych elementów preizolowanych powinna być usunięta na głębokość do 15 mm.
6. Rura przewodowa w zespole złącza musi być oczyszczona z zanieczyszczeń, kurzu itp.
7. Powierzchnie rury osłonowej na długości do 30 cm od końca rury oczyścić i osuszyć.
8. Wykop w miejscu wykonania izolacji termicznej i hermetyzacji zespołu złącza, należy poszerzyć i pogłębić
o około 20 cm.
9. Osłonę złącza – nasuwkę z rury polietylenowej HDPE lub nasuwkę termokurczliwą z rury polietylenowej HDPE, oraz opaski termokurczliwe należy nałożyć na rurę preizolowaną, przed zespawaniem stalowej rury przewodowej.
1. Wykonanie izolacji termicznej rozpoczynamy od usunięcia przy pomocy noża lub skrobaka, części izolacji pianki PUR z czoła łączonych elementów preizolowanych na głębokości do 15 mm. Szczególną uwagę należy zwrócić na stan pianki poliuretanowej znajdującej się na czołach zespawanych elementów preizolowanych. Jeżeli doszło do jej zawilgocenia pianka ta powinna być usunięta.
2. Oczyścić rurę przewodową z zanieczyszczeń, kurzu itp., a jeżeli w trakcie badań połączeń spawanych spoinę pokryto środkiem smarującym, wówczas to miejsce odtłuścić np. czterochlorkiem węgla.
3. Oczyścić z zanieczyszczeń i osuszyć powierzchnię rur osłonowych łączonych elementów preizolowanych na długości około 30 cm, mierząc od krawędzi rury osłonowej oraz na odcinku o długości ok. 1 m jednego z elementów preizolowanych, na który będzie nasunięta nasuwka termokurczliwa. W tym celu z powierzchni rur osłonowych należy zdjąć warstwę polietylenu o grubości od 0,1 do 0,25 mm. Roboty ścierne należy wykonać ręczną, elektryczną szlifierką taśmową z papierem ściernym o ziarnistości od 50 do 70 lub ręcznie. Tak przygotowaną powierzchnię rury osłonowej należy oczyścić acetonem z zanieczyszczeń i osuszyć za pomocą czyściwa.
4. Wewnętrzną i zewnętrzną powierzchnię nasuwki termokurczliwej należy starannie oczyścić z zanieczyszczeń, kurzu i piasku, a następnie osuszyć. W tym celu należy:
– dokładnie usunąć piasek z wewnętrznej części nasuwki,
– zdjąć folię zabezpieczającą klej, znajdującą się wewnątrz nasuwki,
– starannie oczyścić wewnętrzną i zewnętrzną powierzchnię z zanieczyszczeń i kurzu za pomocą acetonu i osuszyć.
5. Powierzchnię rury osłonowej w miejscu połączenia z nasuwką i opaską ogrzewać płomieniem palnika na gaz propan – butan. Temperatura powierzchni rury osłonowej, po upływie 1 min. od zaprzestania ogrzewania, powinna wynosić min. 60°C.
1. Oczyszczoną nasuwkę termokurczliwą należy nasunąć symetrycznie na złącze spawane tak, aby zakład na rurze osłonowej na obu końcach był równy. Przy pomocy flamastra lub korektora koloru białego należy zaznaczyć położenie zewnętrznych krawędzi nasuwki termokurczliwej: długość nasuwki – 600 mm, łączną długość nieizolowanych końców rur stalowych – 300 mm dla średnic do DN 200 mm, stąd zakład nasuwki termokurczliwej na rurze osłonowej zespawanych elementów preizolowanych powinien wynosić:
(600 – 300)/2 = 150 mm. Obliczony w ten sposób wymiar 150mm, dla zlokalizowania położenia zewnętrznych krawędzi nasuwki termokurczliwej, należy odmierzyć od krawędzi rur osłonowych łączonych elementów preizolowanych i zaznaczyć białym pisakiem (korektorem) na obwodzie rury osłonowej, wzdłuż krawędzi nasuwki.
2. Od oznaczonych białym pisakiem obrysów położenia zewnętrznych krawędzi nasuwki termokurczliwej należy odmierzyć wymiar
ok. 20 mm dla umiejscowienia zewnętrznej krawędzi taśmy bitumicznej.
3. Przygotować dwa odcinki taśmy bitumicznej do montażu na obydwóch końcach rury osłonowej łączonych ze sobą elementów preizolowanych. Należy odmierzyć i dociąć taką długość taśmy, aby po owinięciu rury osłonowej HDPE uzyskać zakład na obwodzie (tzn. zakład taśmy na taśmę) wynoszący ok. 40 mm.
4. Montaż taśmy bitumicznej należy wykonać na obydwóch końcach rury osłonowej łączonych ze sobą elementów preizolowanych, w następujący sposób: w oznaczonym na rurze osłonowej korektorem miejscu ułożenia krawędzi taśmy bitumicznej należy przyłożyć jeden z końców taśmy odmierzonego odcinka i owinąć równomiernie na całym obwodzie rury osłonowej wokół elementu preizolowanego. Taśmę należy ułożyć , tak aby ściśle przylegała całą swoją powierzchnią do rury osłonowej elementu preizolowanego. Po owinięciu zakład końca taśmy bitumicznej powinien wynosić ok. 40 mm.
5. Zdjąć folię z taśmy bitumicznej.
6. Po ułożeniu taśmy bitumicznej, na obydwóch końcach łączonych elementów preizolowanych, a bezpośrednio przed nasunięciem nasuwki należy ocenić wzrokowo czy zastała ona prawidłowo umiejscowiona w strefie obkurczanych końców nasuwki (lokalizacji kleju wewnątrz nasuwki) i sprawdzić czy nie doszło do odklejenie się taśmy od powierzchni rury osłonowej.
7. Nasunąć nasuwkę termokurczliwą w miejsce jej końcowego położenia, oznaczonego wcześniej, tj. pomiędzy obrysy oznaczonych korektorem na powierzchniach rur osłonowych położenia zewnętrznych krawędzi nasuwki.
8. Obkurczyć końce nasuwki termokurczliwej, zgodnie z instrukcją „Instrukcją wykonania i hermetyzacji zespołu złącz” systemu ZPU Międzyrzecz Sp. z o.o.
9. Następnie, obkurczyć opaski termokurczliwe na obydwóch końcach nasuwki termokurczliwej, zgodnie
z instrukcją „Instrukcją wykonania i hermetyzacji zespołu złącz” systemu ZPU Międzyrzecz Sp. z o.o.
10. Wykonać sprawdzenie szczelności złącza zgodnie z instrukcją „Instrukcją wykonania i hermetyzacji zespołu złącz” Systemu ZPU Międzyrzecz Sp. z o.o., a następnie wykonać izolację termiczną złącza zgodnie z ww. instrukcją.
W przypadku jakichkolwiek wątpliwości związanych montażem złącz termokurczliwych typu NT Systemu ZPU Międzyrzecz Sp. z o.o.
z zastosowaniem dodatkowej taśmy bitumicznej należy skontaktować się z producentem systemu ZPU Międzyrzecz Sp. z o.o. tj. firmą
Zakład Produkcyjno Usługowy Międzyrzecz POLSKIE RURY PREIZOLOWANE Sp. z o.o.,
ul. Zakaszewskiego 4,
66-300 Międzyrzecz
tel. +48 95 741 25 26, 741 27 01, 741 27 02, 742 00 9;
fax +48 95 742 18 36, 742 01 36
www.zpum.pl
zpu@zpum.pl